观看我们的产品视频,就像打开了一扇通往(邓州) 无缝管_合金钢管产地工厂产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:(邓州) 无缝管_合金钢管产地工厂的图文介绍
 无缝管_合金钢管产地工厂")
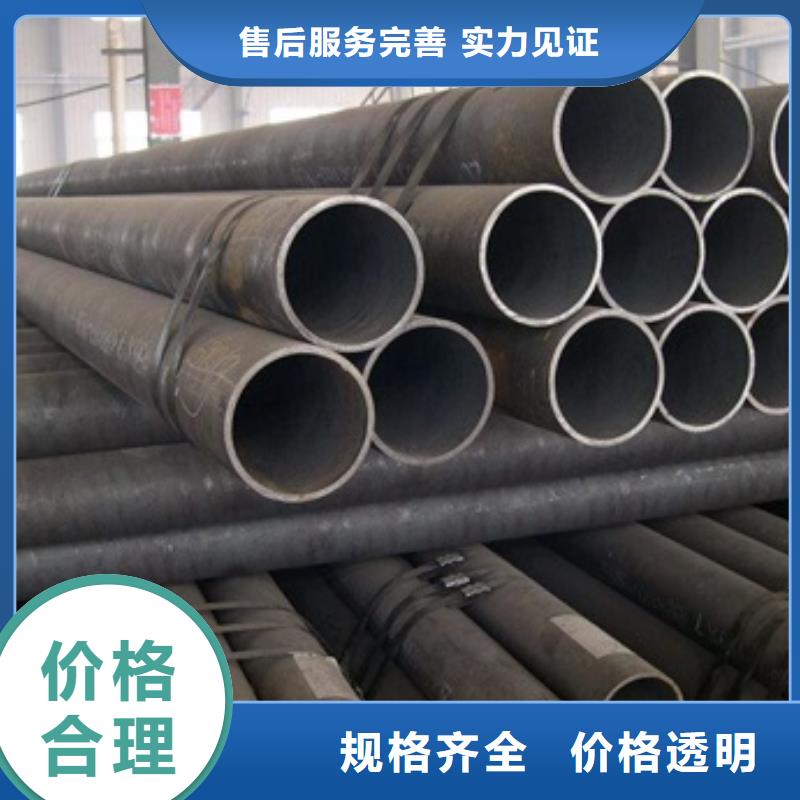
无缝管生产工艺 1、荒管(管坯): 生产所用的不锈钢圆管坯原料称之为荒管。 2、切管: 生产不锈钢管时需将头、尾切除,包括投料时对荒管两头的平头、中间品的切断及成品定切。在切钢管时会产生钢管的废料。 3、酸洗、去油: 对不锈钢管表面因高温加热后产生的氧化铁皮进行去除,从而达到生产钢管的要求及成品要求。工程用酸为混酸(HNO3+HF)。 4、检验修磨: 对不锈钢无缝钢管的缺陷进行检查修磨,把不利的缺陷清除干净。 5、冷拔(轧): 对钢管进行变形达到所需要的规格,生产不同规格的钢管需经过多道次来回的酸洗、固溶处理。 6、固溶: 不锈钢无缝管经过冷拔(轧)后产生了金属加工硬化。为了消除加工硬化便于再加工,因此,要经过固溶处理将其破碎的晶粒恢复。同时,也是对成品钢管的机械性能予以保证。 7、矫直: 经固溶(退火)处理后的钢管因热变形产生钢管弯曲,为达到钢管出厂直度标准要将钢管调直。 8、润滑: 钢管在冷拔加工前,为了在变形过程中钢管金属与拔管模金属不直接产生摩擦,因而在钢管的内外表面涂上一层由高温纳基脂+石灰配制而成的润滑剂经烘干,以形成一层隔离层。
 无缝管_合金钢管产地工厂")
 无缝管_合金钢管产地工厂")
45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。 热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
 无缝管_合金钢管产地工厂")
 无缝管_合金钢管产地工厂")
 无缝管_合金钢管产地工厂")
艾斯特钢材有限公司是邓州较大的生产、加工、销售 邓州无缝钢管、为-体的综合性企业。 公司专业生产各种规格、材质 邓州无缝钢管、,同时可根据客户图纸要求加工各种规格 邓州无缝钢管、,可为客户来料加工。
 无缝管_合金钢管产地工厂")
无缝钢管切断处理问题 无缝钢管矫直后,要进行初次检查吹灰以确定切头、尾长度。无缝钢管切断的目的是清除具有裂纹、结、疤、撕裂和壁厚不均的端头,以获得要求的定尺无缝钢管,另外切除经检查后不合格难于挽救的缺陷,如内折、内结疤、严重的壁厚不均一等。一般前者的切断在作业线上进行,而后者离线切断 无缝钢管热处理时保温时间的控制 无缝钢管热处理时保温时间应保证炉内钢管能完全烧透,使其温度均匀,并完成应有的组织转变,从而获得均匀的组织和性能。一般提高加热温度可以适当缩短保温时间。在进行低温退火(包括软化、消除应力及再结晶退火)时,退火温度愈接近于下临界点A1,无缝钢管的回复愈快,消除加工硬化的作用愈完全,因此,保温时间也可以适当缩短。
 无缝管_合金钢管产地工厂")






 扫一扫
扫一扫